-

常州市格美瑞钢格板有限公司
主营:钢格板厂生产厂家,镀锌钢格栅盖板生产厂家,不锈钢钢格板生产厂家,镀锌钢格板生产厂家,钢格栅盖板,镀锌钢格栅盖板,不锈钢镀锌钢格栅盖板 - 18915868330

常州市格美瑞钢格板有限公司
主营:钢格板厂生产厂家,镀锌钢格栅盖板生产厂家,不锈钢钢格板生产厂家,镀锌钢格板生产厂家,钢格栅盖板,镀锌钢格栅盖板,不锈钢镀锌钢格栅盖板 10
10

钢格栅板焊接变形影响因素并不是孤立存在的,焊接不规则的形变是多个因素归纳作用的结果。这需要从多个角度归纳考虑,在出产和设计进程中找到一个更合理的办法,以减小焊接变形。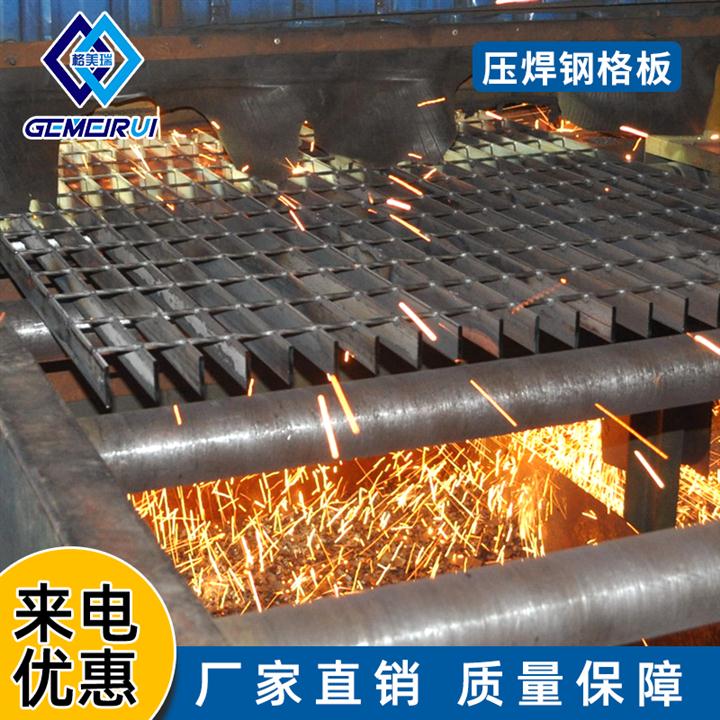
钢格栅板的变形取决于变形的原因,并依据变形原因采纳补救措施。下面我们一同去了解一下吧。
假设钢格栅板的变形不严峻,可以进行批改。假设变形严峻,就没办法,而且只能糟蹋。
钢格栅板的变形原因
首要,可以处理
1由于焊接不结实,横杆与扁钢的穿插点焊接在一同。
这就是制造商出产不合格的原因,可以经过从头焊接处理。
2钢格栅厂建议经过用大锤或用扳手敲击来处理因撞击形成的变形。在出产过程中,放置研磨东西的不均匀性,导致钢格栅板的曲折 和对角线的误差。建议两个人竖起钢格栅板,使对角线的对角线之一
在地面上重复颠簸,力需求很小。
当板的平面曲折和歪斜时,建议将钢格放置在枕木,砖块或其他**地面的物体上,凸起的表面朝上,这样曲折的部分与突起接触。
钢格栅两端抬起并悄然涂抹。
留意以上几种修正方法简略易操作,只需求运用适度的力,基本上可以修正纠正钢格栅板的变形,但必定不能过大,施力过大到装配到作用相反。
其次,无法处理
4装载和卸载时,严峻遭到外力的严峻冲击。这种情况形成的变形更严峻,一般无法处理。
只能从头出产。
5在表面处理(酸洗,热浸镀锌)过程中,钢格栅在高温下会发生热变形。由于扁钢具有弧形曲率,因此在焊接过程中,扁钢不会变直,而是将扁钢直接放在模具上并焊接,表面看起来笔直。实 际上,钢格栅具有很强的内应力。假设施加健壮的外力(在高温的情况下),
表现出内部应力,而且形状变为水平弓形。
因此,焊接钢格栅板时,应在焊接前对扁钢进行矫直。
避免钢网变形
1钢格栅焊接应巩固。
2焊接时,钢格栅板东西应平坦。
3在运输过程中将其置于滑润情况,使其遭到均匀应力。在装卸过程中不能用力打。应悄然抬起以避免碰撞和揉捏。
4焊接钢格栅板时,应在焊接前将扁钢拉直。
5锌钢架底座放置锌电镀。
将钢格底座放置在三个以下,将其放在两端和中心。它不应仅放在两端,避免在同一水平线上变形。
钢格板的焊接变形不只影响整体漂亮,而且假如严峻则甚至不能使用。钢格板的焊接变形受以下要素影响:
1.受焊接尺度的影响
关于不锈钢格板焊接,焊接尺度与钢格板焊件的曲折变形密不可分。结构中焊缝的方位也影响不锈钢格板的焊接变形。不对称安置将导致焊件的曲折变形。钢格板焊件的中性轴越接近焊缝,曲折变形越小。相反,焊工的部分离焊缝越远,相反。曲折变形越大。
2.安装的影响
挑选适宜的焊接安装顺序进行焊接,以防止整个部件中的过度安装应力。因为组件的总刚度和重心在不同组装阶段的方位改变,在组装后钢筋光栅焊件中不该存在应力。通常,焊接顺序的不良处理将直接影响焊接质量。此外,在组装不锈钢格板期间可能发生新的剩余应力。假如新的剩余应力大于临界变形应力,则焊件将变形。因而,应尽量削减或防止安装应力。3.受部分高温热源的影响
在钢格板焊接过程中,焊接区被部分高温热源急剧加热并部分熔化。加热该区域中的资料以使焊接区域胀大,而且钢格板周围的相对低的温度束缚焊接区域,然后发生弹性热应力。在温度升高后,资料的屈服应力极限急剧下降,导致热弹性应力。越屈服极限,构成热紧缩。
钢格栅厂谈到冷却时,焊接区域的资料收缩受周围区域温度场不均匀的影响,导致收缩变形不均匀,焊接区域出现拉伸剩余应力,相邻区域遭到紧缩剩余应力。不锈钢格板焊接对热源的输入十分灵敏。合理操控输入热源的能量对钢格板焊件的质量具有重要意义。输入更大的热源能量将导致更大的收缩变形。相反,输入较小的热源能量将导致较小的收缩变形。因而,在确保**焊接构成的情况下,挑选尽可能小的输入热源。
3.受焊接板的粗糙度和厚度的影响
焊接板的外表粗糙度和缺点会在一定程度上引起钢格板焊接的临界不稳定性变形。关于有不均匀问题的板材,当剩余应力添加时,片材在初始阶段的挠曲添加相对较慢;然而,当焊接发生的剩余应力越一定值时,片材偏转的添加将相对较快。
当片材的粗糙度相对较大时,片材可接受的临界载荷值将在一定程度上降低,而且变形将更加不稳定。因而,有必要严格操控不锈钢板焊件的初始外表粗糙度,否则会较大地影响焊接抗不稳定变形和临界载荷。
片材厚度也是片材不稳定性的重要要素。焊接板的厚度越小,刚性越小,抗曲折变形的能力越低。当对接焊接不锈钢板时,因为高温热源的影响,它更容易遭到曲折变形的影响。相反,焊缝的厚度越大,刚度越大而且不易变形。
影响钢格板焊接变形的要素不是孤立的。焊接的不规则变形是多种要素归纳效果的结果。这需要从多个角度进行归纳考虑,以便在生产和设计过程中找到更合理的办法,以削减焊接变形。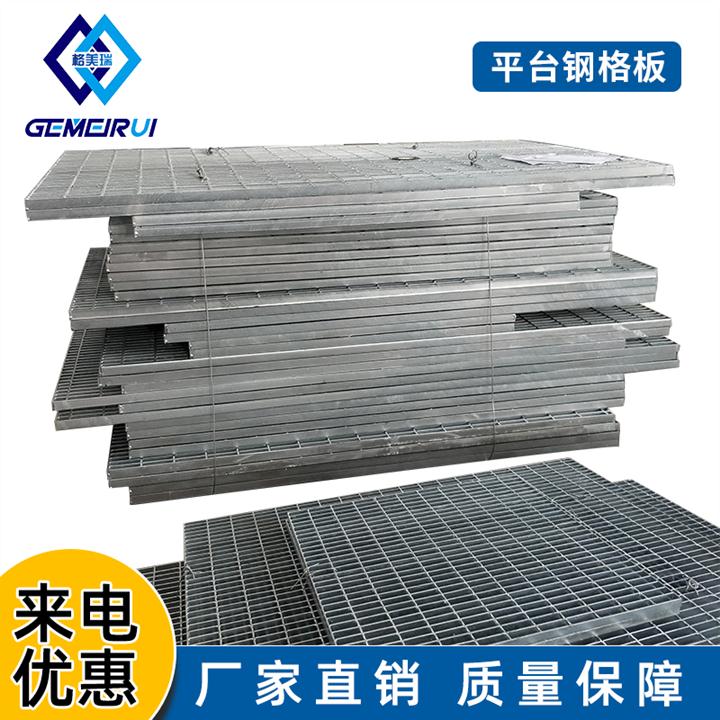
镀锌钢格栅板的市场需求正在不断的攀升之中,镀锌钢格栅板在转移的时分进行整齐放置,这样人们在使用的过程中,也会感觉到更加便当。镀锌钢格栅板外观现代气派,设计标准,通风透光,给人以整体流通的现代感觉。可以大减少投资:省资料,省人工,省工期,免清洁和保护,产品*现场加工,设备非常迅速。
镀锌钢格栅板都被广泛的应用于各行各业和各个领域之中,人们对于镀锌钢格栅板的作用也越来越注重,出产的企业也在逐年增多,由于人们发现,镀锌钢格栅板的市场需求正在不断的攀升之中,为了可以满意庞大的市场需求,各个出产厂家也在加量加快出产,厂家在出产镀锌钢格栅板的过程中,更加注重镀锌钢格栅板的使用性能的提升和使用寿命的延长。
许多钢格栅板收购人员在询价的时分都要求厂家按照重量报价,但是到底是哪个重量? 中心很简单产生许多的误解, 依据钢格板行业标准里面有个理论重量,还有个就是产品出产完,承重的到的重量, 这两个重量之间是有区别的,在要求按照重量计价时一定要区分清楚。下边我们把钢格栅板的实践重量和理论重量之间的差异做一些评述。
钢格栅厂的钢格珊板理论重量(指通过包边和表面处理后。按照标准用料计算)后的理论重量。由于包边、开孔和堵截的不一样,实践重量与理论重量会呈现区别,理论重量就是按照具体的数量计算出来的重量,跟实践重量有个下差,是在标准规模之内的,所以钢格栅板的理论重量和实践重量有所不一样。
一、扁钢差错:
出产钢格栅板所运用的扁钢,扁钢是有下差的,一般所选用的的扁钢,其实他的下差是符合国家标准的,所以在扁钢上就会有一些的重量间隔。二、扭绞方钢差错
扭绞方钢的运用也是有一定下差的,所以在扭绞方钢上也会有一些间隔,会影响到钢格栅板的实践重量。
格栅板设备:格栅板的设备可用焊接固定和设备夹固定两种办法。格栅板设备空隙普通为10mm。设备时留心设备健壮可靠,应常常查看,避免设备夹松动掉落,接近振荡源的格栅板好焊接或加橡胶垫。
1.焊接固定合用于永世不需拆开的部位,如设备四周平台,而选用设备夹具有不破坏锌层及拆开便当的特将格栅板或踏步板焊接在支撑钢结构造上,那么焊接处应该刷两遍福锌银粉漆加以防锈。
2.设备夹固定:设备夹合用于各类系列的格栅板,由上卡,下卡和M8螺栓构成。每块格栅板至少选用四套设备夹,对跨距较大的板块好在可应用的支撑物上多设备几个。在订货设备夹时,请注明所需夹子的类型、数目和资料。